Signal output indicator with saw sharpenning machine
Video: Example of automation using signal output indicator (543-350B) with saw sharpenning machine and PLC.
Tooth tolerance (0,07 mm) is saved directly in the indicator. A logical output signal OK/NOK is processed by PLC only after the saw-belt had moved (look for LED colour change to green/red). If the tooth-curve is out of tolerance, the buzzer sounds. Depending on the switch setting on the operator panel the next movement is stopped (video time upto 0:34) or there is only buzzer signalization used without stopping the movement.
For controll of all processes is simply and cheap PLC from SEA Praha used.
Tolerance pro vyhnutí zubu (0,07 mm) jsou uloženy přímo v úchylkoměru. Logický výstupní signál OK/mimo toleranci je pomocí PLC vyhodnocován jen v okamažiku zastavení pohybu pásu, tedy v okamžiku, kdy je zub měřen dotekem úchylkoměru (všimněte si změny zbarvení indikační LED zelená/červená). Je-li zub mimo toleranci (příliš vyhnutý), dojde k signalizaci houkačkou. Dle nastavení přepínače na panelu se zároveň zastaví i posun pásu na další zub (začátek videa do času 0:34) nebo je prováděna jen akustická signalizace bez zastavení.
K řízení celého procesu je použito jednoduché a levné PLC od SEA Praha.
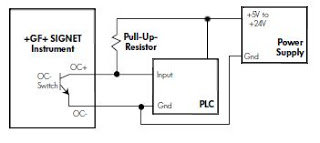
Note: for PLC connection may be important to use pull-up resistors because the open collector is used on the indicator output. These resistors define correct H-level on PLC inputs.
Upozornění: pro připojení PLC může být nutné použití pull-up odporů, neboť na straně měřidla jsou použity výstupy s otevřeným kolektorem. Pomocí těchto odporů je zajištěna správná úroveň H na vstupech PLC.
Poznámka k videu: způsob upevnění úchylkoměru není v tomto případě zcela ideální. Stavěcí šroub směřující přímo do pouzdra vřetene může pouzdro promáčknout a tím dojde k omezení pohyblivosti měřícího vřetene. Správný způsob uchycení je svěrnou dělenou objímkou.
Další aplikace s úchylkoměrem s výstupem signálu
Na fotografii je další aplikace s užitím úchylkoměru s výstupem signálu, která slouží ke sledování tloušťky ocelového pásu, který je kontinuálně posouván do lisovacího stroje. Při překroční nastavených mezí tloušťky pásu dojde k zastavení linky.
Úchylkoměr pracuje ve standardním režimu (zobrazování aktuální polohy), na analogové stupnici (bargraf) nad číselnou hodnotou jsou patrné nastavené meze a aktuální hodnota.
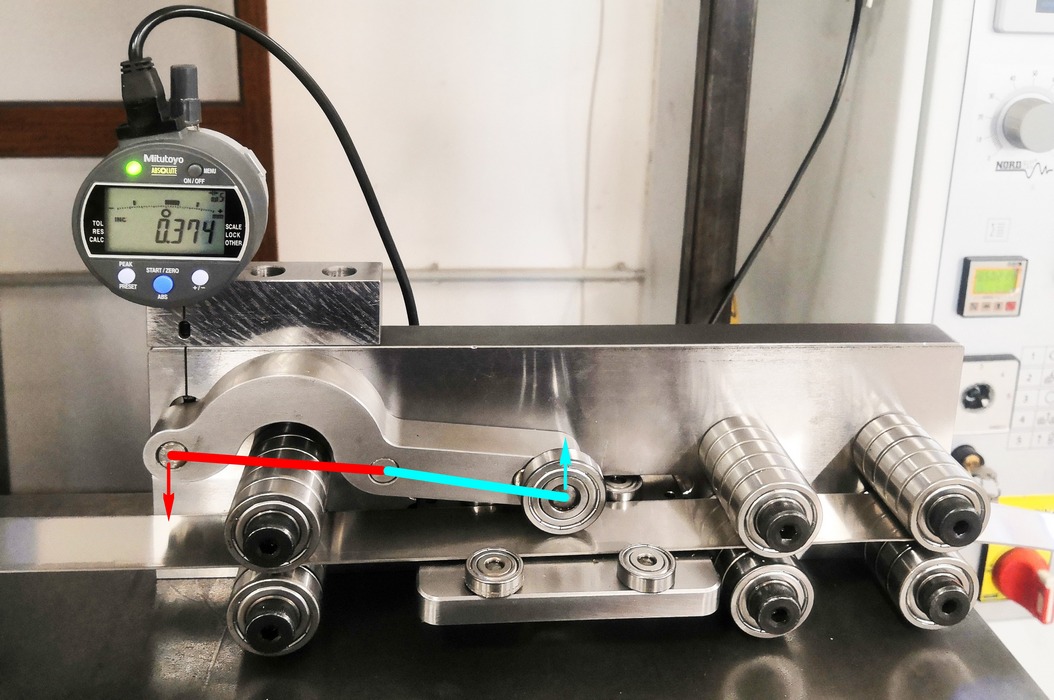
Za zmínku stojí nepřímé měření hodnoty s použitím vahadla. Vahadlo mj. zachycuje tangenciální složku síly vznikající pohybem pásu kolmo ke svislé ose vřetene měřidla (srovnejte s použitím měřidla na pilovém pásu). Tím je výrazně sníženo zatížení vřetene úchylkoměru, což. přispívá k dosažení jeho vysoké životnosti a provozní spolehlivosti.
V případě, že ramena vahadla (označeno červeně a modře) nemají stejnou délku, lze jednoduše provést matematickou kompenzaci zobrazované hodnoty zadáním přepočítávacího faktoru do úchylkoměru tak, aby zobrazovaná hodnota (na červeném ramenu) odpovídala skutečné hodnotě snímané odvalujícím se ložiskem na konci modrého ramena.
Stejně tak lze na úchylkoměru nastavit i tzv. obrácený směr čítání. Pokud bude měřený plech silnější, modrý konec vahadla se bude zvedat a červený klesat. U standardního směru měření by to znamenalo pokles hodnoty na úchylkoměru. Nastavením obráceného směru čítání se bude při pohybu vřetene směrem dolů hodnota zvyšovat a bude tak v souladu se skutečnými změnami měřeného dílu.